
随着人力成本的提高,社会化大生产对生产高效率的要求,实现生产自动化越来越成为生产型企业的发展必由之路。在机械、产品装配过程中,零部件的传送、给料和装配作业可部分地或全部地实现半自动化或自动化。
装配自动化的主要目的是:保证产品质量及其稳定性,改善劳动条件,提高劳动生产率,降低生产成本。装配自动化的一般要求是:产品的生产批量较大;产品结构的自动装配工艺性好,如装配工作有良好的可分性,零件容易定向、定位,避免使用垫片等调整件;采用自动化装配后应具有较好的经济效果。装配作业的自动化程度往往需要经过技术经济分析来确定。
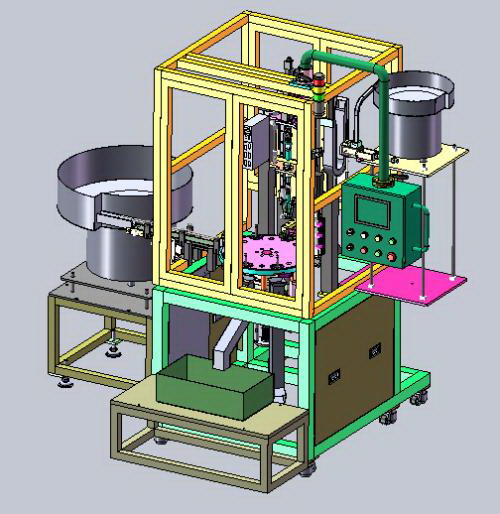
机械装配自动化主要包括自动传送、自动给料、自动装配和自动控制几个方面。
按照基础件在装配工位间的传送方式不同,装配机(线)的结构可分为回转式和直进式两大类。回转式结构较简单,定位精度易于保证,装配工位少,适用于装配零件数量少的中小型部件和产品。基础件可连续传送或间歇传送,间歇传送时,在基础件停止传送时进行装配作业。间歇传送应用广泛。直进式的结构比回转式复杂,装配工位数不受限制,调整较灵活,占地面积大,基础件一般间歇传送。按照间歇传送的节拍又分为同步式和非同步式。同步式适用于批量大、零件少、节拍短的场合;非同步式适用于自由节拍、装配工序复杂、手工装配与自动装配相组合的装配线上。传送装置主要有回转工作台、链式传送装置和非同步的夹具式链传送装置等。各种传送装置可供基础件直接定位或用随行夹具定位。
机械自动装配中各种传送、给料和装配作业的程序以及相互协调必须依靠控制系统。常用的是由凸轮、杠杆、弹簧和挡块等机构组成的固定程序的控制系统,但当装配的部件或产品的结构有较大的改变时便不能适应。如采用数字控制系统,在装配件改变时容易调整工序。特别是微处理机或电子计算机,具有记忆和逻辑运算功能,可存贮各种工作程序,供随时调用。这种控制系统适用于中小批量的多品种自动装配。




